

傳動鏈條
- 標準傳動鏈條 >
- 重載系列傳動滾子鏈條 >
- 開口銷型傳動滾子鏈條 >
- 高強度傳動鏈條 >
- 特殊傳動鏈條 >
- 免加油自潤滑傳動鏈條 >
- 耐環境傳動鏈條 >
- 齒形鏈條 >
- 石油鏈條 >
- 鏈條配件 >
小型輸送鏈條
- 通用小型輸送鏈條 >
- 免加油小型輸送鏈條 >
- 耐環境小型輸送鏈條 >
- 帶滾輪輸送鏈條 >
- 倍速鏈條 >
- 空心銷軸鏈條 >
- 側彎鏈條 >
- 尖齒鏈條 >
- 帶橡膠附板鏈條 >
- 帶U型附件鏈條 >
- 夾膜鏈條 >
- 工程塑料內節鏈條 >
- 塑料滾子鏈條 >
- 塑料輥道鏈條 >
- 中孔鏈條 >
- 特殊小型輸送鏈 >
- 帶特殊附件輸送鏈 >
大型輸送鏈條
- 通用大型輸送鏈條 >
- 特殊大型輸送鏈條 >
- 大型空心銷軸輸送鏈條 >
- 軸承滾子大型輸送鏈條 >
- 耐環境大型輸送鏈條 >
- 帶滾輪大型輸送鏈條 >
- 倍速大型輸送鏈條 >
- 滾針套筒大型輸送鏈條 >
- 帶特殊附件大型輸送鏈條 >
- 針對特殊用途輸送鏈條 >
- 大型輸送鏈條配件 >
特種輸送鏈條
- 電子波峰焊行業應用 >
- 電鍍設備行業應用 >
- 造紙廠行業應用 >
- 制藥廠包裝機行業應用 >
- 汽車廠行業應用 >
- 牙膏包裝輸送線行業應用 >
- 光伏設備制造行業應用 >
- 畜牧業自動化包裝機鏈條 >
- 巧克力食品行業應用 >
- 人造板/木地板制造行業應用 >
- 醫療設備行業應用 >
- 啤酒廠易拉罐生產線輸送鏈條 >
- 速凍隧道鏈條 >
- 糖機鏈條 >
- 啤酒灌裝輸送鏈條 >
- 人造板輸送鏈條 >
- 噴涂設備輸送鏈條 >
- 煙草機械輸送鏈條 >
- 提升機用鏈條 >
- 紡織機械用鏈條 >
- 紙卷用輸送鏈條 >
- 印鐵烘房線鏈條 >
- 雙向活動鏈條 >
- 刮板輸送鏈條 >
- 洗煤機用輸送鏈條 >
- 堆取料機輸送鏈條 >
- 橡膠手套輸送鏈條 >
- 污水處理輸送鏈條 >
- 雙鉸接輸送鏈條 >
- 鋼廠用輸送鏈條 >
- 塊式輸送鏈條 >
- 筑路機械鏈條 >
- 棕油鏈條 >
- 汽車生產線鏈條 >
- 軟管專用鏈條 >
- 聚酯薄膜橫拉鏈條 >
- 鋪路機用鏈條 >
- 包裝機械鏈條 >
- 挖溝機鏈條 >
- 礦山冶金鏈條 >
- 木材輸送鏈條 >
- 糧食機械輸送鏈條 >
- 垃圾處理用輸送鏈條 >
- 鋼卷傳輸用輸送鏈條 >
工程鏈條
- 工程鋼制套筒鏈條 >
- 鋼制銷合鏈條 >
- 焊接結構彎板鏈條 >
- 曳引用焊接結構彎板鏈條 >
起重鏈條
- 板式鏈條 >
- 堆高機用板式鏈條 >
- LH系列板式鏈連接環 >
- LL系列板式鏈連接環 >
- LH系列板式鏈連接銷軸 >
- LL系列板式鏈鏈接銷軸 >
- 多板銷軸鏈條 >
- 無滾子提升鏈條 >
不銹鋼鏈條
- 不銹鋼滾子鏈條 >
- 不銹鋼滾子鏈條附件 >
- 不銹鋼雙節距輸送鏈條 >
- 不銹鋼雙節距輸送鏈條附件 >
- 不銹鋼空心銷軸鏈條 >
- 不銹鋼側彎鏈條 >
- 不銹鋼加長銷輸送鏈條 >
- 不銹鋼倍速鏈條 >
- 不銹鋼帶滾輪輸送鏈條 >
- 不銹鋼大型輸送鏈 >
- 不銹鋼特種輸送鏈條 >
頂板鏈/鏈板
鏈輪
- 銷齒傳動 >
同步帶輪
- XLH標準梯形齒同步帶輪 >
- HTP圓弧齒同步帶輪 >
- T型齒同步帶輪 >
- AT型齒同步帶輪 >
- BTL錐孔同步帶輪 >
- HTP型錐孔同步帶輪 >
齒輪齒條
蝸輪蝸桿
聯軸器
聯結件
- B系列脹緊套 >
- E系列脹緊套 >
- D系列脹緊套 >
- F系列脹緊套 >
- T系列脹緊套 >
- ML系列脹緊套 >
- HL系列脹緊套 >
- SD系列脹緊套 >
- SS系列脹緊套 >
- SK系列脹緊套 >
- BTL系列錐套 >
- QTL系列錐套 >
- STL系列錐套 >
圓環鏈&吊具
- 礦用圓環鏈條 >
- 冶金專用吊具系列鏈條 >
- 吊裝圓環鏈條 >
- 提升圓環鏈條 >
- 船用/捕魚用圓環鏈條 >
- 出渣機用圓環鏈條 >
- 景觀橋索鞍索夾 >
輸送帶
- 鋼絲繩芯輸送帶 >
- 織物芯輸送帶 >
- 礦用耐沖擊輸送帶 >
- 芳綸輸送帶1 >
- 耐高溫輸送帶 >
- 阻燃輸送帶 >
- 金屬網芯輸送帶1 >
- 鋼絲繩牽引輸送帶1 >
- 管狀輸送帶 >
- 花紋輸送帶2 >
- 覆蓋帶 >
- 擋邊輸送帶 >
- 防附著輸送帶2 >
- 節電型輸送帶2 >
- 防撕裂輸送帶 >
- 隧道用輕型鋼絲繩芯輸送帶2 >
- 特殊高伸長度聚酯帆布輸送帶2 >
- 提升帶1 >
- 夾帶式輸送機覆蓋帶1 >
- 水壓機外胎(膠墊)1 >
- 實際案例 >
脹緊套
離合器
過載保護設備
CrWMn鋼制滾絲模熱處理工藝改進
一、前言
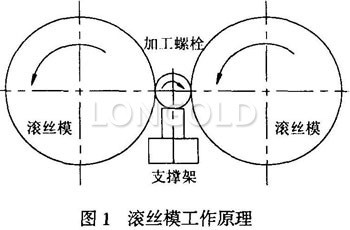
CrWMn鋼制滾絲模采用碳氮共滲再進行螺紋滲硼的復合滲強化工藝后。滾絲模表面共滲層深度達0.3mm,共滲層表面硬度高于碳氮共滲強化表面硬度,取代了氰化鹽浴滲碳工藝,保護了環境。新工藝已應用于工業生產,滾絲模平均使用壽命達到了120萬件,取得了較好的經濟效益和社會效益。
CrWMn鋼制滾絲模(滾絲M8~M45mm),采用氰化鹽浴滲碳工藝經680℃預熱、820℃淬火、200℃回火,清洗處理后表面硬度為48~52HRC。在使用過程中經常發生早期失效,形式有:牙紋剝落、崩刃、堆牙、牙紋過早磨損、牙型剝落等。滾絲模平均使用壽命不到20萬件,主要原因是滾絲模在鹽浴加熱處理過程中,滲碳溫度高,淬火后零件發生表面脫碳、過熱和腐蝕,嚴重降低了表面硬度、強度、耐磨性、抗疲勞等性能。另外“三廢”污染嚴重,耗電大。經反復探討試驗,采用碳氮共滲再進行螺紋滲硼的復合滲強化工藝,表面共滲層達0.3mm,硬度為1600~1800HV0.1,基體硬度為58~60HRC,滾絲模早期失效極少,達到了平均使用壽命120萬件的要求。
二、試驗材料及試驗方法
試驗材料:CrWMn鋼。
試驗方法:氣體碳氮共滲在RJJ-6-9T井式滲碳爐中進行,采用微機自動控溫,試驗溫度為720、740、760、780、800、820℃。滲劑為氨氣+甲醇+煤油。將自行研制的催滲劑裝入不銹鋼容器內,與試樣一同放入爐中。試樣加工成Φ20mm×100mm試棒。采用HBRVU-187.5布洛維光學硬度計和HX-3型顯微硬度計測量表面顯微硬度,用金相法測量滲層厚度。
試驗過程
1、滲劑的選擇
對滲劑的選擇應具有熱分解溫度不太高,原料供應充足和價格低廉等條件,為此對煤油、甲醇、乙醇、甲酰氨、丙酮、苯胺及氨氣等有機化合物進行了試驗,發現用煤油作滲碳劑,爐內碳黑較多,爐氣碳勢偏低。硬度不能滿足要求。用甲醇作載氣,苯胺作富化氣,爐內碳黑較少,但硬度過高。用甲醇作載氣,煤油作富化氣,爐內碳黑則更少,可進行氣氛的碳勢控制,試棒硬度在58~62HRC。
故選擇甲醇作載氣,煤油和氨氣作滲劑進行碳氮共滲處理,碳勢用CO2紅外儀器控制。
2、稀土催滲劑的配制
在滲碳劑中加入自行研制的液態稀土催滲劑可使滲速提高30%~50%。稀土氯化物(RECl3)可直接向有關化工廠購買。根據需要將稀土氯化物按不同比例溶于甲醇或乙醇中,得到稀土催滲劑,即可直接滴入井式滲碳爐中進行催滲處理。經查閱相關文獻和反復試驗論證,得到稀土碳氮催滲劑的最佳質量(g)比為甲醇:甲酰胺:尿素:稀土=1 000:(160±30):(130±10):(7±3)。稀土催滲劑的用量根據工件裝載量和表面積大小等因素進行調整。
三、工藝參數的確定
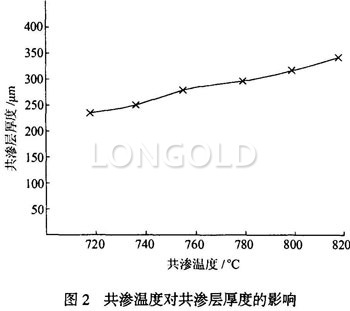
1、共滲溫度
碳氮共滲含氮量隨著溫度提高而降低,滲層厚度又隨著溫度提高而提高,要保持一定的含氮量和一定的滲層厚度,結合滾絲模要求滲層不厚和變形小,考慮溫度選在720、740、。760、780、800、820℃6種。試驗結果如圖2所示,隨著溫度的提高,共滲層厚度呈上升趨勢,考慮工藝操作及組織、硬度和技術指標質量的穩定性,最后選用800℃為共滲溫度。
2、共滲時間
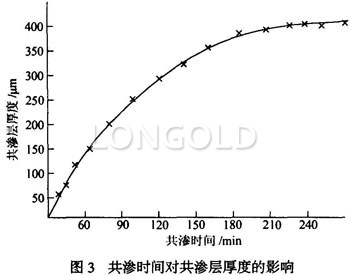
圖3為采用800℃共滲溫度,滲層厚度隨時間變化曲線。滲層厚度隨時間延長呈上升趨勢。共滲90min的滲層厚度達0.2mm以上,共滲180rain滲層厚度達0.4mm,根據滾絲模滲層厚度要求大于0.25mm。故選用150min共滲時間。
圖3還顯示,當時間超過180min后,催滲劑對滲層厚度的影響明顯下降,共滲180rain的試樣與共滲240min的試樣滲層厚度相差很小。原因是在共滲初期,試樣表面還沒有形成一定厚度的滲層,共滲過程的控制因子主要是產生活性原子的界面反應和吸收活性原子的過程,因此催滲的效果明顯;共滲180min后,試樣表面已基本被碳、氮原子所飽和,因而吸收活性原子的速度減慢,催滲效果不及初期明顯。
三、工藝操作過程
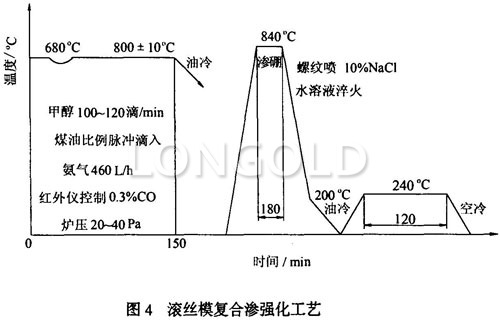
氣體碳氮共滲工藝的質量控制,實際上是控制共滲工藝過程的碳氮勢,可用CO2紅外儀控制。操作過程包括開爐前的準備,零件裝爐及裝爐后的排氣,共滲處理及零件出爐后淬火、回火等階段,保證工藝穩定,共滲件質量得到保證。綜合工藝試驗,并經過反復驗證,得出圖4滾絲模復合滲強化工藝。
將經碳氮共滲的滾絲模螺紋表面粗糙度研磨至Ra0.8µm,清理干凈后,涂以膏體滲硼劑(膏體滲硼劑質量分數為:Na2B4O725%+KBF410%+稀土氯化物5%+石墨60%)。自然干燥后,密封裝入滲箱,進行840℃×3h滲硼,保溫后開滲箱直接對滾絲模螺紋噴10%NaCl水溶液冷卻,淬火冷至200℃后油冷,立即轉入240℃硝鹽槽內回火2h。
1、準備工作
開爐前必須檢查滲劑管路系統是否暢通,爐罐及排氣管清理干凈,檢查清理完畢后將爐溫升到共滲溫度。
2、裝爐密封
裝爐量應按照裝爐工件的總面積來衡量。表面積越大,需補充更多的滲劑,才能保持較穩定的碳氮勢和滲勢,60kW井式爐裝爐工件表面積6~9mzo按照工藝規范將擺放整齊的工件裝入爐內.密封爐蓋后升溫。氣體滲碳爐風扇軸加雙密封環.爐蓋采用雙層密封刀槽。
3、排氣
采用大劑量排氣可縮短排氣時間。在爐溫回升過程中溫度較低,而氨分解的溫度較低(600℃裂解率達99%以上),排氣效果較好,但通入大量氨,特別是未充分干燥時,因露點升高使氧化加劇,在爐溫回升過程中,采取先通氨(封爐后就開始通氨)后滴入甲醇、煤油排氣。爐溫恢復正常后,延長30 min左右使工件燒透,并使爐氣恢復正常。爐子到溫后.取氣樣分析,使CO2控制在0.3%以下,碳勢在1%以上,此后進入正常共滲階段。排氣階段及時點燃廢氣火苗。
4、共滲處理
進入正常共滲階段后,將甲醇、煤油滴量調整到正常加入量。關小排氣閥,使爐壓控制在20~40Pa,廢氣火苗呈杏黃色,高度120~150mm。
5、淬火及回火
共滲處理結束后,切斷電源,出爐淬火。
四、試驗結論及分析
1、金相組織
共滲層的金相組織為:細針狀馬氏體+少量殘留奧氏體,粗大的碳化物變細小,重新分布趨于均勻,使晶粒細化。碳化物顆粒平均尺寸為0.1µm,晶粒細化達到10級。
在操作過程中,如果出現排氣不完全,共滲劑滴量不穩定,爐溫偏低等熱處理工藝失常現象,在共滲層的金相組織中就顯示出下列缺陷:表面產生大塊狀碳氮化合物或網狀屈氏體.出現這種組織對零件的硬度及耐磨性都是不利的,必須嚴格執行熱處理工藝。
2、滲層硬度測定
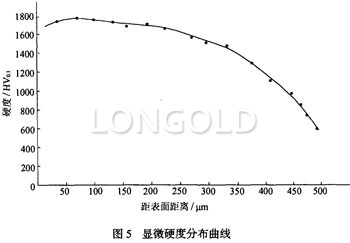
經HX3型顯微硬度計測定的滲層顯微硬度分布情況由圖5可見,表面硬度1600~1 800Hv0.1,在200pm內維持較高的硬度值,隨后硬度值降低,平緩地過渡到心部。經布洛維光學硬度計測量,基體硬度為58~60HRC。
3、采用稀土催滲劑對滾絲模復合滲強化工藝過程的影響
工件有效滲層厚度提高到0.3mm以上,高于普通碳氮共滲的0.20~0.25mm,有效滲層硬度值提高到1600~1800HV0.1,山高于普通碳氮共滲的600~800HV0.1山工件獲得了更高的表面硬度和耐磨性。取代了氰化鹽浴滲碳工藝,消除了“三廢”環境污染,保護了環境,新工藝已應用于生產,滾絲模平均使用壽命達到了120萬件,取得了較好的經濟效益和社會效益。
- 上一條:上一篇:制造鏈條套筒的少廢料工藝
- 下一條:下一篇:鏈條彎鏈板自動連續沖擠4孔成形新工藝設計
?
 粵公網安備 44011202001507號
粵公網安備 44011202001507號